i can tell you the conveyor is green,
")
that is about as much more info as I can provide.
I do agree with you about needing more information but this is why I am on the forum asking for suggestions.
1. Find out who made the machine and where are the logic diagrams.
I have tried to find any information, I cannot locate any manufactures name, the people on site do not know of any manuals, wiring diagrams or programing info.
With nothing else to go on, and I had to live with just the machine as is, then:
1. I would bench test the removed photo-detector and see how it works. This includes testing at at 90 V and 135 V. Figuring out the logic of the photo-detector itself. How are the dip switches set and does the removed detector function sequentially like it should. Is this a two terminal device, or does it have a separate power source from the switched circuit?
There are no dip switches, there is pot and it was set the same as the removed one. I am not seeing need to bench test the one I changed, when it changes state the you can see the PLC input change as well.
2. From someone that normally runs the conveyor I would try to determine the logical operation of the whole conveyor, and how the photo-detectors fit into the operation.
I agree this is what I need to know. However no one on site can help with that. They only know how to push the stop and start button. No qualified people for miles.
3. Is a single PLC input the only place that a single photo-detector is connected?
Good question, I can't answer that now but that is someting I could find that out.
4. Suppose that the photo-detector has a separate power source from its switched circuit, then is that power always present? If not study that area. If power is always present, then at that photo-detector the output switch of the detector should always respond as expected for whatever is its internal logical setup. Does it at the detector?
The photo-switch is always powered and seems to change state properly when a bin passes it
5. If the photo-detector derives power from the series circuit that it switches (in other words a two terminal photo-detector), then try to trace that circuit and see what else might be in the path.
No, the contacts might be in series with something but the power supply is not.
We need more information on what you can trace.
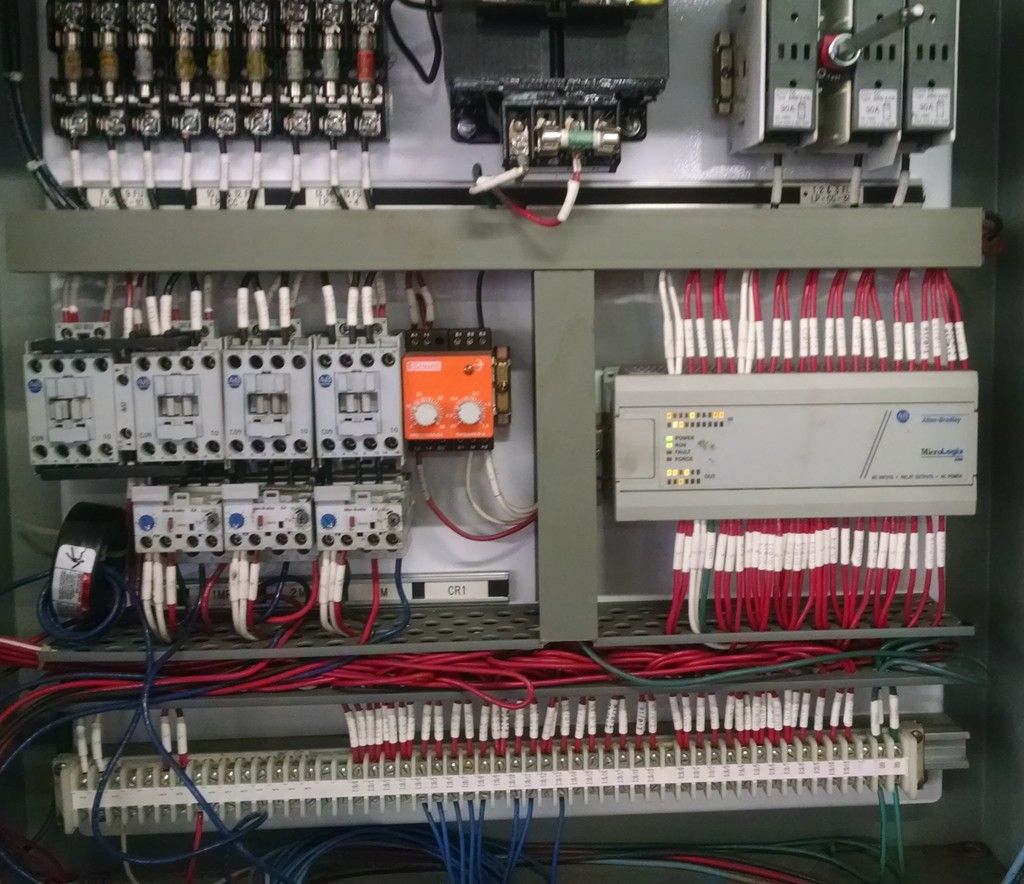
I can trace all the wiring, luckily this is a fairly compact unit.
There is a short horizontal conveyor on floor two that feeds the bins into the vertical conveyor, at the ground floor the bins are pushed out of the vertical conveyor onto another horizontal convenor.
A total of three motors, and about 8 switches other than the operator controls, some photo-switch some standard AB limit switches. Not a complicated machine in the least but the PLC makes it tough (for me anyway) to try to figure out the sequence of operation.
This may be the company that made it
http://www.z-loda.com/preEngineeredSystems.asp but that is my guessing by Google searching images of vertical conveyors. I did try calling them once already but no one answered. If so it would be the 300 model. Small bins, pretty fast speed.
I sincerely appreciate the response.