Sparky2791
Senior Member
- Location
- Northeast, PA
- Occupation
- Electrical Design
Hello!
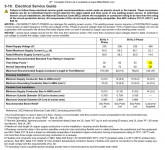
Is anyone able to offer some thoughts on this cut sheet for a welder a client wants to use.......

OCP is based on the primary input current, using that method because will not get the I1eff. The cut sheet shows several different currents based on Duty Cycle (DC). How does one size the OCP size if the input current is different based on DC and it is able to be used at any of those DC's?
Does this mean when ordering the welder they need to select the duty cycle they want the welder to have? Or the client needs to tell me the duty cycle they will use it at?
Thanks for the replies.
Is anyone able to offer some thoughts on this cut sheet for a welder a client wants to use.......
OCP is based on the primary input current, using that method because will not get the I1eff. The cut sheet shows several different currents based on Duty Cycle (DC). How does one size the OCP size if the input current is different based on DC and it is able to be used at any of those DC's?
Does this mean when ordering the welder they need to select the duty cycle they want the welder to have? Or the client needs to tell me the duty cycle they will use it at?
Thanks for the replies.